
Wir fertigen präzise Gussteile mit seriennahen Eigenschaften
Gussteile

Feinguss
Von dem Gussteil werden in entsprechender Zahl Kunststoffmodelle gedruckt und für eine glatte Oberfläche mit Wachs infiltriert. Die Modelle werden mit Angüssen und Steigern ausgestattet und in Keramik eingebettet. Die Trocknung und Aushärtung der Keramik sowie das Ausschmelzen bzw. Ausbrennen der Teile folgen. Anschließend erfolgen die Abgüsse in der gewünschten Legierung. Nach dem Auskühlen wird die Form zerstört, das Gussteil entnommen und gereinigt. Es entsteht ein präzises Gussteil mit seriennahen Eigenschaften (Feinguss und Druckguss), Ra bis ca. 6 µm, wie gegossen, gestrahlt oder gleitgeschliffen.
Geeignet für Teile mit einer Mindestwandstärke ab ca. 1,5 mm.
Ab etwa 10 bis 20 Stück ist es wirtschaftlicher, das Kunststoffmodell zu einem Urmodell zu veredeln und eine Silikonform abzunehmen, in der Wachslinge gegossen werden. Die Qualität der Gussteile ist weitgehend gleich und die erreichbare Oberflächenqualität etwas besser.
Ab etwa 10 bis 20 Stück ist es wirtschaftlicher, das Kunststoffmodell zu einem Urmodell zu veredeln und eine Silikonform abzunehmen, in der Wachslinge gegossen werden. Die Qualität der Gussteile ist weitgehend gleich und die erreichbare Oberflächenqualität etwas besser.

WEITERE ANWENDUNGEN


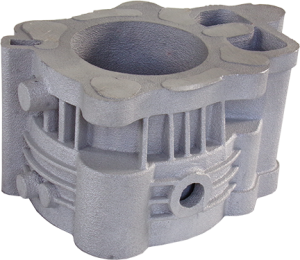
Sandguss
Für das Gussteil wird die Formteilung festgelegt und anschließend Gusskästen und Kerne konstruiert. Bei einer größeren Anzahl Teile wird geprüft, ob ein Modellbau oder eine Mischbauweise günstiger ist. Dann wird eine entsprechende Anzahl Kerne und Kästen gedruckt. Mit dem Gießer wird festgelegt, ob und wie Formen und Kerne geschlichtet werden. Anschließend erfolgt das Abgießen in der gewünschten Legierung. Nach dem Auskühlen wird die Form zerstört, das Gussteil entnommen und gereinigt. Es entsteht ein präzises Gussteil mit seriennahen Eigenschaften, Ra bis ca. 15 µm, wie gegossen oder gestrahlt.
Geeignet für Teile mit einer Mindestwandstärke ab ca. 3,0 mm.
WEITERE ANNWENDUNGEN



Kunststoffguss
Für Kunststoffgussteile wird ein Urmodell aus PMMA gedruckt, veredelt und gefinisht. Davon wird eine Silikonform abgenommen. In dieser kann mit verschiedenen Kunststoffen und Elastomeren das gewünschte Teil mit oder ohne Unterdruckunterstützung gegossen werden. Eine Silikonform gestattet meist etwa 20 bis 30 hochwertige Gussteile.
Für größere Stückzahlen kann die Form auch mit mehreren Kavitäten ausgestattet werden.

