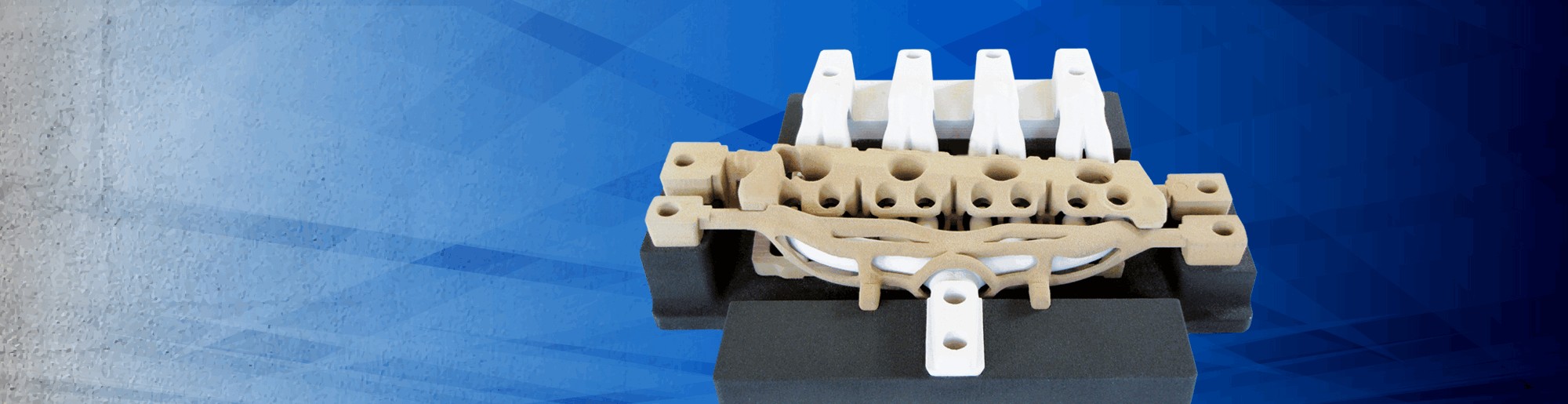
Printkerne für höchste Anforderungen an Festigkeit/Filigranität und fehlerfreien Guss, besonders geeignet für Hochtemperaturguss (kein Quarzsprung), dünnwandigen Guss und Kerne mit geringen Querschnitten, Kombination mit Sand/Furanharz-Formen empfehlenswert
Cerabeads mit mittlerer Korngröße von 130 µm, geringe thermische Ausdehnung, geringe Wärmeleitfähigkeit, hohe Feuerfestigkeit
Phenolharzbinder, unmittelbar nach dem Druck im Sandbett ausgehärtet
Schichtdicke 0,26 mm
Biegefestigkeit bis 650 N/cm²
Bauteilgröße bis 0,8 m x 0,5 m x 0,4 m

Cerabeads / Phenolharz kalt aushärtend
Printkerne für höchste Anforderungen an Festigkeit und fehlerfreien Guss, besonders geeignet für Hochtemperaturguss (kein Quarzsprung), Kombination mit Sand/Furanharz-Formen empfehlenswert
Cerabeads mit mittlerer Korngröße von 130 µm, geringe thermische Ausdehnung, geringe Wärmeleitfähigkeit, hohe Feuerfestigkeit
Phenolharzbinder nach dem Druck im Ofen nachgehärtet
Schichtdicke 0,26 mm
Biegefestigkeit 300 bis 500 N/cm² (durch anschließende Wärmebehandlung)
Bauteilgröße bis 1,8 m x 1,0 m x 0,6 m
Cerabeads / Furanharz kalt aushärtend
Printkerne für höchste Anforderungen an Festigkeit und fehlerfreien Guss, besonders geeignet für Hochtemperaturguss (kein Quarzsprung), Kombination mit Sand/Furanharz-Kernen und –Formen empfehlenswert
Cerabeads mit mittlerer Korngröße von 160 µm, geringe thermische Ausdehnung, geringe Wärmeleitfähigkeit, hohe Feuerfestigkeit
Phenolharzbinder, unmittelbar nach dem Druck ausgehärtet
Schichtdicke 0,32 mm
Biegefestigkeit 250 bis 750 N/cm² (durch anschließende Wärmebehandlung)
Bauteilgröße bis 1,8 m x 1,0 m x 0,6 m